|
| 
 好品質
好品質  好材料
好材料  好服務
好服務
| 好品質 好材料 好服務

大連鑫毅鋼磨料配件有限公司
聯系人:張經理
電話: 0411-39630390
0411-39569620
手機:13795133932
網址:mmjpeg.com
廠址:大連經濟技術開發區生命二路10號
辦公:大連市甘井子區泉水P3區
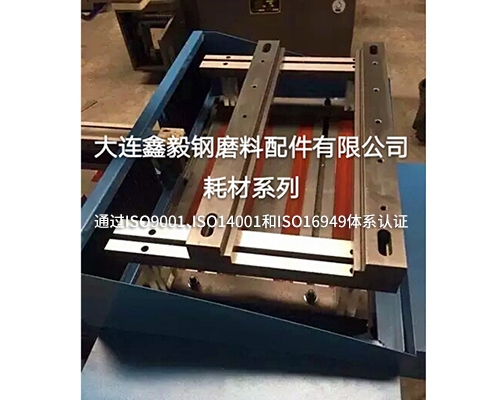
電火花線切割時電極絲接脈沖電源的負極,工件接脈沖電源的正極。在正負極之間加上脈沖電源,當來一個電脈沖時,在電極絲和工件之間產生一次火花放電,在放電通道的中心溫度瞬時可高達以上,高溫使工件金屬熔化,甚至有少量氣化,
大連快慢線切割加工高溫也使電極絲和工件之間的工作液部分產生氣化,這些氣化后的工作液和金屬蒸氣瞬間迅速熱膨脹,并具有爆炸的特性。這種熱膨脹和局部微爆炸,將熔化和氣化了的金屬材料拋出而實現對工件材料進行電蝕切割加工。通常認為電極絲與工件之間的放電間隙在左右,若電脈沖的電壓高,放電間隙會大一些。
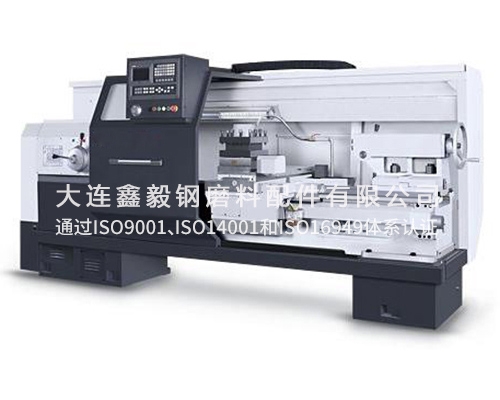
大連快慢線切割加工為了電火花加工的順利進行,必須創造條件保證每來一個電脈沖時在電極絲和工件之間產生的是火花放電而不是電弧放電。首先必須使兩個電脈沖之間有足夠的間隔時間,使放電間隙中的介質消電離,即使放電通道中的帶電粒子復合為中性粒子,恢復本次放電通道處間隙中介質的絕緣強度,以免總在同一處發生放電而導致電弧放電。一般脈沖間隔應為脈沖寬度的4倍以上。
電火花線切割加工時,從微觀的角度看,自由正離子和電子在場中積累,很快形成一個被電離的導電通道。在這個階段,兩板間形成電流。導致粒子間發生無 數次碰撞,形成一個等離子區,并很快升高到8000到12000度的高溫,在兩導體表面瞬間熔化一些材料,同時,由于電極和電介液的汽化,形成一個氣泡, 并且它的壓力規則上升直到非常高。
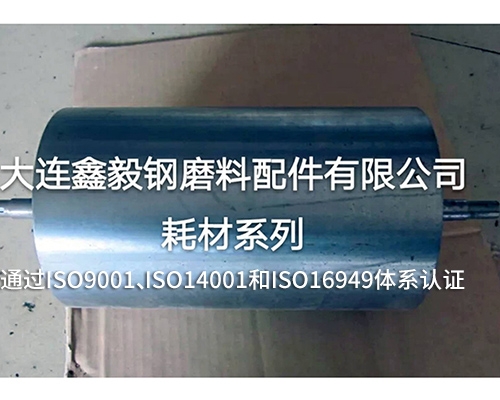
然后電流中斷,溫度突然降低,引起氣泡內向爆炸,產生的動力把溶化的物質拋出彈坑,然后被腐蝕的材料在電介液中重新凝結 成小的球體,并被電介液排走。然后通過NC控制的監測和管控,伺服機構執行,使這種放電現象均勻一致,從而達到加工物被加工,使之成為合乎要求之尺寸大小 及形狀精度的產品。

 在線咨詢
在線咨詢